- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produkter





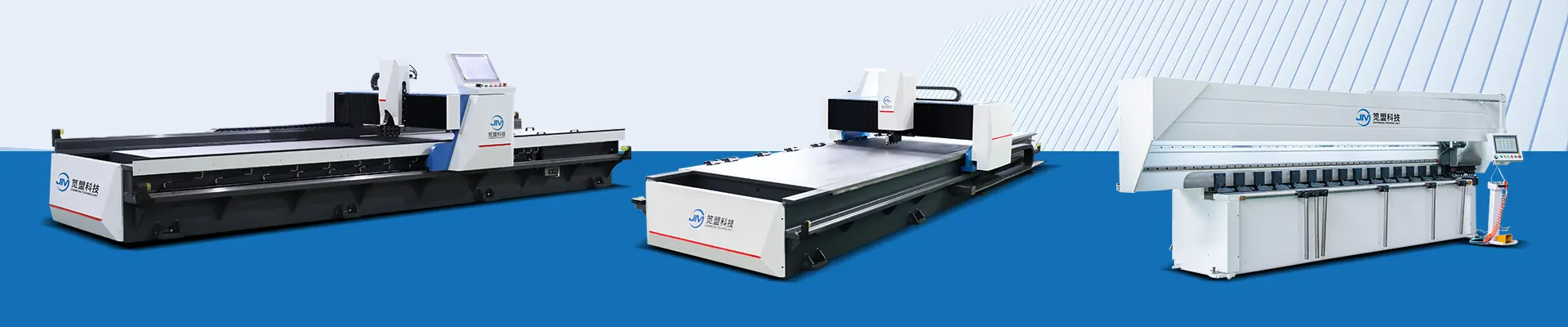
Hydraulisk kantpress
JM är en ledande tillverkare av hydrauliska kantpressar i Kina. Jianmeng som den professionella tillverkaren av plåtutrustning i Kina har en standardiserad rackproduktionsverkstad, med teknisk innovation som sin främsta fördel. JIANMENG hydraulisk kantpress kan stödja Max. 4+1 Axis och högre arbetshastighet, det är det bästa valet för att möta kraven på dagens konkurrensutsatta marknader.
Skicka förfrågan
Produktbeskrivning
Den hydrauliska kantpressen tillverkad av den kinesiska tillverkaren JM är det bästa valet för startupföretaget för att spara pengar eller för alla som vill använda maskinen på det enkla sättet.
Maskinmodell och antal styraxlar
Antal styraxlar: 4+1
Reserverad intelligent böjningsmanipulator-gränssnittsfunktion
Maskinens huvudkonfiguration
Specialkropp av WE67K elektrohydraulisk maskin, åldrande och normaliserande behandling.
Bakre propp är utrustad med högpresterande servomotor och kulskruv.
Standard holländska DELEM-DA53T helt integrerat CNC-system.
1 uppsättning standard övre och nedre formar av samma tonnage (nedre formen är designad enligt bockningsprodukter).

Huvudimporterade tillbehör till hydraulisk kantpress
- CNC-system: Nederländerna DELEM
- Hydraulsystem: Rexroth
- Gallerlinjal: GIVI
- Högtrycksoljepump: SUNNY
- Lågspänningsapparat: Schneider
- Oljerörskarv: DEGUO
- Tätning: Parker
De viktigaste tekniska parametrarna för maskinen:
| 1. | Nominellt tryck | KN | 1300 | ||
| 2 | Böjningslängd | mm | 3000 | ||
| 3 | Kolumnavstånd | mm | 1300 | ||
| 4. | cylinderslag | mm | 120 | ||
| 5. | Maximal öppningshöjd | mm | 370 | ||
| 6 | halsdjup | mm | 25 | ||
| 7 | glidrörelsehastighet | bärande tomgång | m/ | 18 | |
| 8 | arbetssätt | mm /s | 10 | ||
| 9 | retun resa | mm/s | 16 | ||
| 10 | Huvudmotorkraft (nationell standard | KN | 5.5 | ||
| 11 | 8lide Yl,Y2noggrannhet | 8lider repeat acct ac! | mm | ≤±0,01 | |
| 12 | 8-skjuts positioneringsnoggrannhet | mm | ≤±0,02 | ||
Maskinens strukturegenskaper och standardkonfiguration
Ramen är svetsad i stål, vilket eliminerar inre spänningar genom normalisering och högfrekventa vibrationer, vilket garanterar verktygsmaskinens totala noggrannhet, har den bästa styvheten, utmärkt antivridnings- och anti-lutningsförmåga. Tjockare arbetsbänksplatta och tjockare glidare gör maskinen mycket styv. Därför, vid böjning, är deformationen av glidaren och arbetsbänken mycket liten och arbetsstycket har utmärkt linjäritet och vinkellikformighet.
Använd stor golvborr-fräsmaskin och engångsbearbetningsmetod efter integrerad svetsning för att göra precisionsbearbetning för att säkerställa bearbetningsnoggrannhet.
Tekniska egenskaper för utrustning för hydraulisk kantpress
Det speciella hydrauliska systemet (elektrohydrauliskt proportionellt servosynkroniseringskontrollsystem) för Rexroth-bockmaskinen i Tyskland antas. Systemet är ett positionsstyrningssystem, typ sluten slinga. Den detekterar dynamiskt synkroniseringsfelet för glidblocket genom gitterlinjalen. Den elektrohydrauliska servoventilen i det numeriska styrsystemet korrigerar synkroniseringsfelet för glidblocket, så att slidblocket alltid kan hålla parallellt med arbetsbänken under tillstånd av fullständig delbelastning. Den synkrona noggrannheten för glidblocket är ≤±0,02 mm.
Det numeriska styrsystemet styr proportionalventilens öppningsstorlek, och proportionalventilen reglerar oljeinloppet på vänster och höger oljecylindrar. Y1- och Y2-axlarna -- vänster och höger sida av glidblocket är utrustade med GIVI högprecisionslinjära gitterskala (Y1-Y2) från det europeiska ATEK-företaget, som används för att mäta det exakta avståndet mellan sliden blocket och arbetsbänken. Gallerskalan och pelaren är mjukt förbundna, och pelardeformationen påverkar inte positioneringen. Positionsdatan återkopplas omedelbart till CNC-systemet, som kan beräkna utsignalen för servoventilens styrsignal (S1-S2). Sålunda är positioneringsnoggrannheten för skjutreglaget ≤±0,02 mm.

Hot Tags: Hydraulisk kantpress, Kina, tillverkare, leverantörer, fabrik, kundanpassad, tillverkad i Kina, billig, hög kostnadseffektiv, CE, kvalitet
Relaterad kategori
Horisontell V räfflormaskin
Vertikal V-räfsmaskin
Automatisk V-rännmaskin
V Spårmaskin tillbehör
Tryck på bromsen
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.